रिबन मिक्सर के आयामी मापदंड उपकरण चयन और प्रक्रिया लेआउट के लिए मूलभूत इनपुट मानदंड के रूप में कार्य करते हैं। इंजीनियरिंग में, "आयाम" शब्द में तीन परस्पर संबंधित लेकिन अलग-अलग पहलू शामिल हैं: आयतन क्षमता (जो बैच प्रसंस्करण क्षमता निर्धारित करती है), बाहरी ज्यामितीय आयाम (जो स्थापना के लिए आवश्यक स्थान और आवश्यक ऊंचाई निर्धारित करते हैं), और आंतरिक गतिशील भागों के आयाम (जो मिश्रण सीमा और एकरूपता निर्धारित करते हैं)। ये तीनों पहलू मिलकर रिबन मिक्सर का एक व्यापक आयामी प्रोफाइल बनाते हैं।
Ⅰ. आयतन संबंधी विशिष्टताएँ: नाममात्र आयाम बनाम वास्तविक क्षमता
रिबन मिक्सर के मॉडल पदनाम आमतौर पर सकल आयतन पर आधारित होते हैं, जो मिश्रण कक्ष के यू-आकार के गर्त के भीतर के स्थान के ज्यामितीय आयतन को संदर्भित करता है, जिसे लीटर (L) या घन मीटर (m³) में मापा जाता है। सामान्य विशिष्टताओं में 50-लीटर के प्रयोगशाला मॉडल से लेकर 30,000-लीटर की औद्योगिक स्तर की इकाइयाँ शामिल हैं।
इसे कार्यशील आयतन से स्पष्ट रूप से अलग करना महत्वपूर्ण है, जो वास्तविक संचालन के दौरान सामग्री द्वारा घेरा गया आयतन होता है। रिबन मिक्सर के मिश्रण सिद्धांत के अनुसार शीर्ष पर खाली स्थान की आवश्यकता होती है, इसलिए कुल आयतन का 40% से 70% तक भरने की सलाह दी जाती है, जबकि डिज़ाइन के अनुसार यह मान 60% होता है। इसका अर्थ है कि 3,000 लीटर के कुल आयतन वाली मशीन की वास्तविक बैच प्रसंस्करण क्षमता लगभग 1,800 लीटर सामग्री की होती है।
यह बाधा स्क्रू रिबन संरचना की आयामी विशेषताओं से उत्पन्न होती है: जैसे ही आंतरिक और बाहरी रिबन घूमते हैं, उन्हें सामग्री को दोनों सिरों से केंद्र की ओर या केंद्र से दोनों सिरों की ओर धकेलना होता है, साथ ही साथ रेडियल टम्बलिंग भी उत्पन्न करनी होती है। यदि भरने की दर बहुत अधिक है, तो शीर्ष पर मौजूद सामग्री रिबन की प्रभावी सीमा से बाहर निकल जाएगी और संवहन गति में भाग लेने में असमर्थ होगी, जिससे मिश्रण की एकरूपता सीधे प्रभावित होगी।
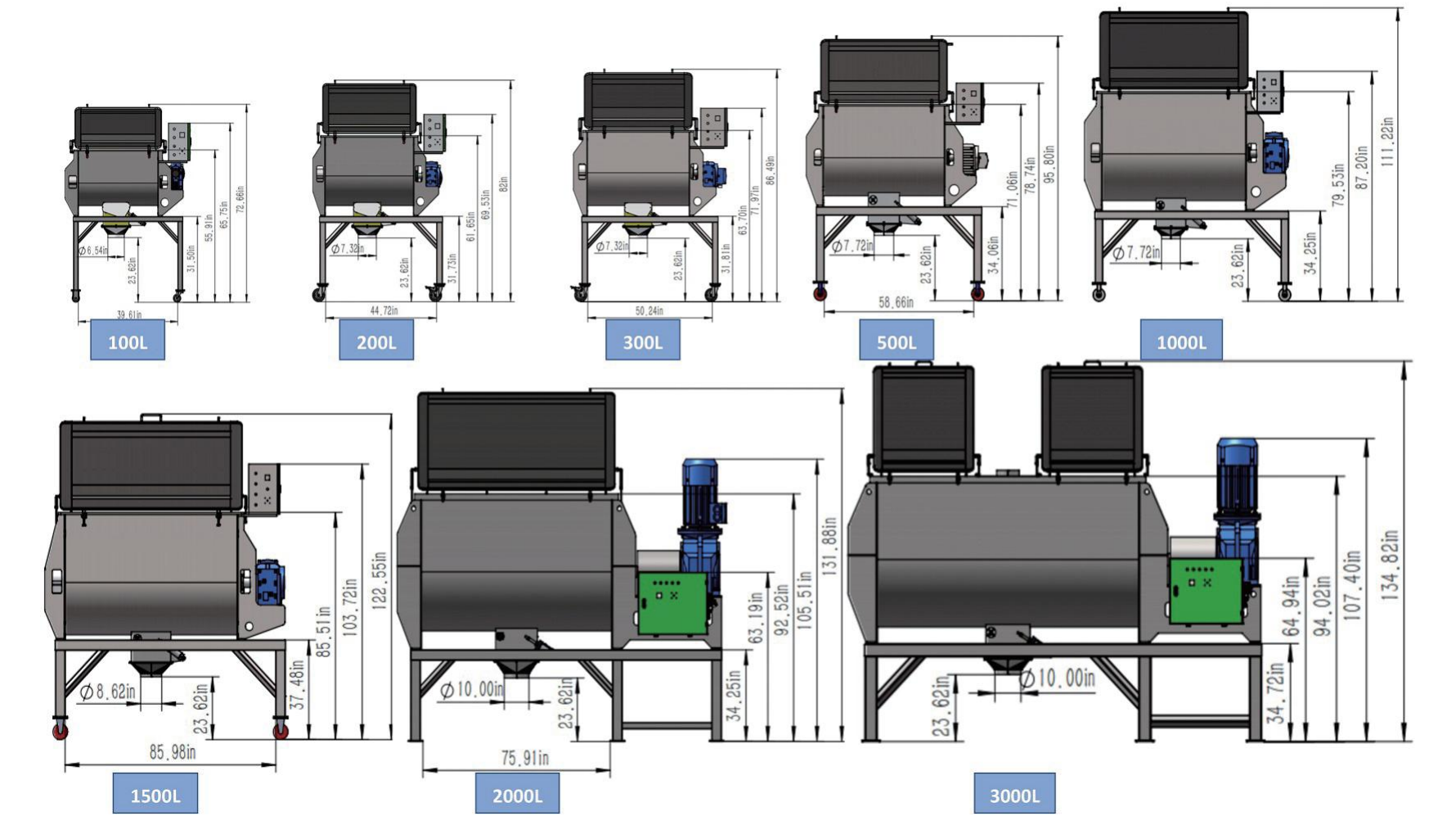
II.बाह्य आयाम: लंबाई, चौड़ाई, ऊंचाई और स्थान संबंधी सीमाएँ
रिबन मिक्सर का डिज़ाइन क्षैतिज है, और इसके बाहरी आयाम निम्नलिखित ज्यामितीय मापदंडों द्वारा निर्धारित किए जाते हैं:
लंबाई (L): यह मिश्रण पात्र की लंबाई और अंतिम प्लेटों, बेयरिंग हाउसिंग और गियर रिड्यूसर के अक्षीय स्थापना आयामों द्वारा निर्धारित की जाती है।
चौड़ाई (W): यह U-आकार के गर्त की बाहरी चौड़ाई और मोटर तथा गियर रिड्यूसर के पार्श्व प्रक्षेपणों द्वारा निर्धारित होती है।
ऊंचाई (H): यह गर्त के निचले भाग से ऊपरी आवरण तक की दूरी, साथ ही निचले डिस्चार्ज वाल्व और ऊपरी फीड इनलेट की संरचनात्मक ऊंचाई द्वारा निर्धारित की जाती है।
III.आंतरिक गतिशील भागों के आयाम: पेंच ब्लेड का व्यास और पिच
स्क्रू ब्लेड के आयामी मापदंड सीधे तौर पर मिश्रण क्रिया के दायरे को निर्धारित करते हैं:
स्क्रू ब्लेड का बाहरी व्यास: यह सामग्री के रेडियल टम्बलिंग की सीमा निर्धारित करता है। बाहरी व्यास जितना अधिक होगा, एक ही घूर्णन में स्थानांतरित सामग्री की परत उतनी ही मोटी होगी। आमतौर पर, स्क्रू ब्लेड का बाहरी व्यास यू-आकार के गर्त की आंतरिक चौड़ाई से थोड़ा कम होता है, और सामग्री के फंसने से बचाने के लिए ब्लेड और गर्त के बीच 3 से 10 मिमी का अंतर रखा जाता है।
पिच: भीतरी और बाहरी स्क्रू फ़्लाइट की पिच यह निर्धारित करती है कि प्रत्येक घूर्णन के साथ सामग्री को अक्षीय रूप से कितनी दूरी तक धकेला जाता है। सामान्य डिज़ाइनों में, पिच और स्क्रू फ़्लाइट के व्यास का अनुपात 0.8–1.2 होता है। कम पिच से अधिक कतरनी बल उत्पन्न होते हैं, जो इसे गुच्छे बनने की प्रवृत्ति वाली सामग्रियों के लिए उपयुक्त बनाते हैं; अधिक पिच से अक्षीय संवहन गति बढ़ती है, जो इसे अच्छी प्रवाह क्षमता वाली सामग्रियों के लिए उपयुक्त बनाती है।
आंतरिक और बाहरी स्क्रू फ़्लाइट्स में आमतौर पर दोहरी परत वाली, विपरीत दिशा में घूमने वाली संरचना होती है: बाहरी फ़्लाइट्स सामग्री को एक सिरे की ओर धकेलती हैं, जबकि आंतरिक फ़्लाइट्स विपरीत दिशा में धकेलती हैं, जिससे पूरे ड्रम में संवहन मिश्रण होता है। दोनों फ़्लाइट्स के आकार में अंतर (आंतरिक फ़्लाइट का व्यास आमतौर पर बाहरी फ़्लाइट के व्यास का 0.4 से 0.6 गुना होता है) सामग्री की त्रिज्यागत गति के लिए प्रेरक बल प्रदान करता है।

पोस्ट करने का समय: 3 जून 2026